Панч 11 для сварки наплавки чугуна









- Готово к отправке
- Оптом и в розницу
- Код: 957588
от 3 990 ₴/кг
Показать оптовые цены
ПАНЧ-11 проволока для сварки чугуна


Всем известно, что чугун до сих пор остается одним из самых востребованных сплавов, но в то же время он отличается трудной технологической свариваемостью. Для сварки чугуна применяются различные технологии, например, сварка чугуна полуавтоматом или аргоно-дуговая сварка.В силу того, что у чугуна высокое содержание углерода, более 2,14%, по сравнению со сталями. Он обладает отличными литейными качествами, но очень хрупкий, из-за повышенного углерода в химическом составе.
Основной проблемой при сварке чугуна является возникновение трещин в самом сварочном шве или в околошовной зоне. Причина кроется в неоднородном нагреве изделия и высокой скорости охлаждения. То есть изделие или околошовную зону свариваемых деталей перед сваркой необходимо обязательно подогревать, примерно до 600 градусов, а охлаждение после сварки производить в разогретом песке или масле. И помните: При сварке чугуна не допускается СКВОЗНЯК в помещении!
Сварка чугуна проволокой ПАНЧ-11
В ремонтном производстве для восстановления чугунных деталей наиболее широкое распространение получила механизированная сварка самозащитной электродной проволокой на основе никеля ПАНЧ-11, разработанной в Институте электросварки им. Е. О. Патона. Данный вид сварки чугуна обеспечивает высокое качество и производительность, позволяет восстанавливать самые разнообразные по форме и размерам автомобильные, чугунные детали.
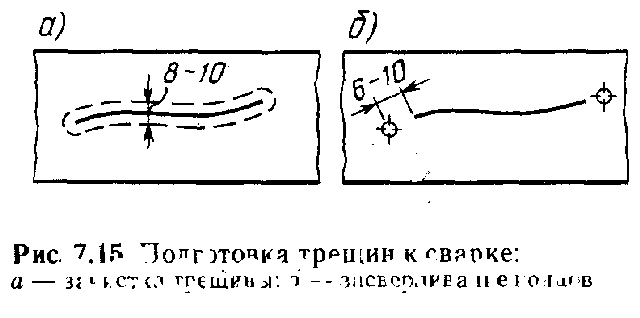
Рассмотрим устранение основных выбраковочных дефектов чугунных корпусных деталей. После дефектации при обнаружении трещин или пробоев деталь поступает в слесарно-механическое отделение, где ее подготавливают к восстановлению сваркой (рис. 7,15) электродной проволокой ПАНЧ-11. Поверхность с трещиной зачищают при помощи шлифовального круга электро- или пневмошлифовальной машиной до металлического блеска по обе стороны трещины на 8— 10мм. Концы трещин обваривают или сверлят сквозные отверстия диаметром 3 — 4 мм, отступив 6 — 10 мм от видимого конца трещин в направлении ее развития. После зачистки поверхностей выполняют разделку кромок (рис. 7.16), причем, сквозные трещины в тонких стенках — с одной стороны (рис. 7.16, а), в толстых (более 12мм) — с двух сторон (рис. 7.16, в). Стенки средней толщины разделывают, как показано на рис. 7.16, 6. Несквозные трещины разделывают до сплошного металла. Операцию разделки кромок выполняют фрезерованием с использованием ручной сверлильной пневматической машины ИП-1011. Сварка проволокой ПАНЧ-11 выполняется на постоянном токе прямой полярности без дополнительной защиты газом или флюсом. При сварке чугуна проволокой ПАНЧ-11 рекомендуются следующие режимы: диаметр проволоки— 1,2 мм, сварочный ток — 80 — 180 А, напряжение дуги—14—18 В, скорость подачи проволоки — ПО — 120 м/ч, скорость сварки — 4 — 5 м/ч.
Небольшой диаметр проволоки ПАНЧ-11 дает возможность использовать разделку кромок до 5 мм, что позволяет уменьшить тепловложение в деталь и сужает зону структурных превращений в основном металле. При данном виде сварки металл шва имеет достаточно высокие механические характеристики: предел прочности — до 500 Н/мм2, предел текучести — до 300 Н/ мм2, удлинение — до 25 %, твердость — НВ 160 — 180. На небольшом участке околошовной зоны наблюдается повышение твердости до НВ 280 — 310. При испытании на растяжении образцы разрушаются, как правило, по чугуну.
Технология сварки чугуна проволокой ПАНЧ-11
Трещины заваривают участками длиной 30 — 50 мм с проковкой и охлаждением каждого участка до температуры 50 — 60 °С. Заплаты на пробоины в деталях приваривают вразброс участками длиной 50 — 60 мм по контуру заплаты. Следующий участок на заплате начинают варить после проковки и охлаждения предыдущего до температуры 50 — 60 °С.
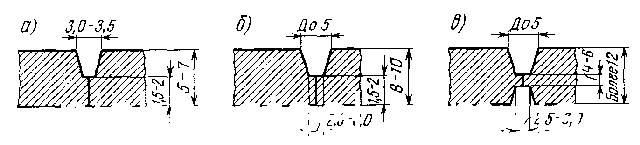
Рис. 7.16. Разделка сквозных трещин
Цена ПАНЧ-11 достаточно велика, но по сравнению со стоимостью новой детали она всегда себя оправдывает. Купить проволоку ПАНЧ-11 в Киеве, Харькове, Сумах, Полтаве, Донецке, Одессе, Николаеве, Чернигове, Черкассах, Житомире, Ровно, Виннице, Львове, Луцке, Хмельницком и других городах Украины можно, заказав доставку Новой Почтой.
| Основные | |
|---|---|
| Производитель | Sandvik |
| Страна производитель | Швеция |
| Вес катушки с проволокой | 2.2 кг |
| Вид сварочной проволоки | Нержавеющая |
| Гарантийный срок | 120 мес |
| Диаметр проволоки | 1.2 мм |
| Тип проволоки по содержанию углерода и легирующих элементов | Высоколегированная |
| Тип сварочной проволоки | Сплошного сечения |
| Тип сварочной проволоки по применению | Для наплавки |
| Пользовательские характеристики | |
| Проволока ПАНЧ-11 | Для сварки чугуна |
- Цена: от 3 990 ₴/кг
- Способ упаковки: бухты 1кг, 2кг, 5кг