Панч-11 зварювання чавуну напівавтоматом









- Готово до відправки
- Оптом і в роздріб
- Код: 957588
від 3 990 ₴/кг
Показати оптові ціни
ПАНЧ-11 дріт для зварювання чавуну


Всім відомо, що чавун досі залишається одним з найбільш затребуваних сплавів, але в той же час він відрізняється важкою технологічною зварюваністю. Для зварювання чавуну застосовуються різні технології, наприклад, зварювання чавуну або напівавтоматом аргонодугове зварювання.В силу того, що у чавуну високий вміст вуглецю, понад 2,14%, у порівнянні зі сталями. Він володіє хорошими ливарними якостями, але дуже крихкий, з-за підвищеного вуглецю в хімічному складі.
Основною проблемою при зварюванні чавуну є виникнення тріщин у самому зварювальному шві або в біляшовній зоні. Причина криється в неоднорідному нагріванні виробу і високої швидкості охолодження. Тобто виріб або околошовную зону зварюваних деталей перед зварюванням необхідно обов'язково підігрівати, приблизно до 600 градусів, а охолодження після зварювання виробляти в розжареному піску або маслі. І пам'ятайте: При зварюванні чавуну не допускається ПРОТЯГ в приміщенні!
Зварювання чавуну дротом ПАНЧ-11
У ремонтному виробництві для відновлення чавунних деталей найбільш широке поширення отримала механізоване зварювання самозахисним електродним дротом на основі нікелю ПАНЧ-11, розробленій в Інституті електрозварювання ім. Е. О. Патона. Даний вид зварювання чавуну забезпечує високу якість і продуктивність, дозволяє відновлювати найрізноманітніші за формою і розмірами автомобільні, чавунні деталі.
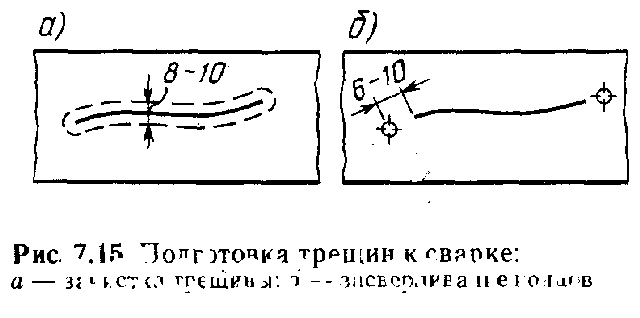
Розглянемо усунення основних выбраковочных дефектів чавунних корпусних деталей. Після дефектації при виявленні тріщин або пробоїв деталь надходить в слюсарно-механічне відділення, де її готують до відновлення зварюванням (рис. 7,15) електродним дротом ПАНЧ-11. Поверхня з тріщиною зачищають за допомогою шліфувального круга електро - або пневмошлифовальной машиною до металевого блиску по обидві сторони тріщини на 8— 10мм. Кінці тріщин обварюють або свердлять наскрізні отвори діаметром 3 — 4 мм, відступивши 6 — 10 мм від видимого кінця тріщини в напрямку її розвитку. Після зачищення поверхонь виконують оброблення кромок (рис. 7.16), причому, наскрізні тріщини в тонких стінках — з одного боку (рис. 7.16, а), в товстих (більше 12мм) — з двох боків (рис. 7.16, в). Стінки середньої товщини розбирають, як показано на рис. 7.16, 6. Некрізні тріщини обробляють до суцільного металу. Операцію оброблення кромок виконують фрезеруванням з використанням ручної свердлильної пневматичної машини ІП-1011. Зварювання дротом ПАНЧ-11 виконується на постійному струмі прямої полярності без додаткового захисту газом або флюсом. При зварюванні чавуну дротом ПАНЧ-11 рекомендуються такі режими: діаметр дроту— 1,2 мм, зварювальний струм — 80 — 180 А, напруга дуги—14—18, швидкість подачі дроту — ЗА — 120 м/год, швидкість зварювання — 4 — 5 м/ч.
Невеликий діаметр дроту ПАНЧ-11 дає можливість використовувати оброблення кромок до 5 мм, що дозволяє зменшити тепловложение в деталь і звужує зону структурних перетворень в основному металі. При даному виді зварювання метал шва має досить високі механічні властивості: межа міцності — до 500 Н/мм2, межа плинності — до 300 Н/ мм2, подовження — до 25 %, твердість — НВ 160 — 180. На невеликій ділянці біля шовної зони спостерігається підвищення до твердості НВ 280 — 310. При випробуванні на розтягування зразки руйнуються, як правило, по чавуну.
Технологія зварювання чавуну дротом ПАНЧ-11
Тріщини заварюють ділянками завдовжки 30 — 50 мм з проковуванням і охолодженням кожної ділянки до температури 50 — 60 °С. Латки на пробоїни в деталях приварюють врозкид ділянками довжиною 50 — 60 мм по контуру латки. Наступну ділянку на латці починають варити після проковування і охолодження попередньої до температури 50 — 60 °С.
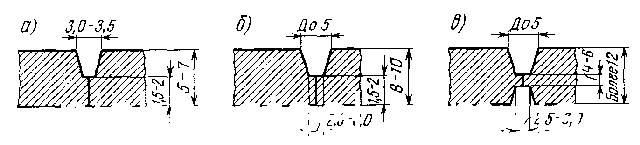
Рис. 7.16. Оброблення наскрізних тріщин
Ціна ПАНЧ-11 достатньо велика, але порівняно з вартістю нової деталі вона завжди себе виправдовує. Купити дріт ПАНЧ-11 в Києві, Харкові, Сумах, Полтаві, Донецьку, Одесі, Миколаєві, Чернігові, Черкасах, Житомирі, Рівному, Вінниці, Львові, Луцьку, Хмельницькому та інших містах України можна, замовивши доставку Новою Поштою.
| Основні | |
|---|---|
| Виробник | Sandvik |
| Країна виробник | Швеція |
| Гарантійний термін | 120 міс |
| Призначення флюсу | Зварювання |
| Тип паяльного флюсу за агрегатним станом | Тверді |
| Тип паяльного флюсу за механізмом дії | Захисні |
| Користувальницькі характеристики | |
| Дріт ПАНЧ-11 | Для зварювання чавуну |
- Ціна: від 3 990 ₴/кг
- Спосіб упаковки: бухти 1кг, 2кг, 5кг